


Jan. 17
10
Couteau Spyderco Spydiechef C211 TIP
La troisième collaboration de Marcin slysz
Le Chef est la troisième collaboration du coutelier polonais Marcin Slysz avec Spyderco, après le Techno et le Bowie qui ont tous les deux fait lobjet dune revue sur ce blog. Le Spyderco Chef appartient à la collection dautomne hiver 2016/2017, ce qui au passage me permet de souhaiter une excellente année 2017 à Guillaume et à lensemble des lecteurs dACT.

Techniquement, ce couteau est une pure merveille dajustage et de finition. Il est réalisé par le sous-traitant taïwanais de Spyderco qui réalise décidément les couteaux les plus techniques et les mieux finis de la marque de Golden.
Sur le plan de lergonomie, comme son nom lindique, le couteau reprend des éléments caractéristiques à un couteau de chef de cuisine, tout en les adaptant à un EDC très opérationnel.
Le couteau possède une lame dans une nuance dacier assez exotique qui est le LC200N dont nous proposerons une analyse.
Le Spydiechef mesure fermé 11,20 cm pour une longueur totale de 20,10 cm, soit un couteau de taille normal, ni trop grand ni trop petit à lusage, mais sans doute dans la fourchette haute pour un rôle dEDC urbain. Sa masse très raisonnable est de 107,72 grammes.

Sur le plan mécanique Marcin Slysz reste fidèle à une approche framelock conforme à larchitecture Reeve Integral Lock (RIL) sans adjonction de dispositif anti-usure à lextrémité du frame. Un traitement thermique de ce frame est largement supposé sur les forums des Etats-Unis, il ne figure toutefois pas dans le livret technique qui accompagne le couteau dans sa boite. Je ne suis donc pas en mesure de la confirmer ni de linfirmer.
On constate aussi labsence de Lock Bar Stabilizer ou de dispositif apparenté ce qui est sans doute dommage en 2017. Toutefois bien que le design de la platine du Spydiechef semble assez simple avec une seule découpe dans le titane pour assurer lélasticité du frame, on constate à louverture et à la fermeture que le système a été conçu pour ne pas être dépendant dun Lock bar Stabilizer. Le déblocage du frame se fait facilement grâce à une découpe hémisphérique dans la platine en titane opposée au frame. Le retrait montre que le débattement externe de la platine verrou est sans nul doute limité par son organisation mécanique générale.

En outre, le verrouillage apporté par le frame en titane est excellent, avec un claquement sonore caractéristique et un blocage au talon de la lame immédiat avec engagement des 2/3 du verrou derrière le talon. Ce blocage très puissant fait du Chef un couteau à vocation dEDC très puissant.
Lalliage de titane utilisé pour la fabrication des côtes correspond à un Ti6 Al4 V, soit un titane de grade 5, dont lutilisation est classique en coutellerie, très bien maîtrisé par Spyderco.
Lusinage et la découpe du verrou sont très propres, sans surprise sur un tel couteau. Sur un usage de plus dun mois, on constate que lengagement du frame est resté constant, sans engagement secondaire lors de la prise en main ce qui démontre la qualité dajustage du couteau.
Lalliage de titane utilisé pour la fabrication des côtes correspond à un Ti6 Al4 V, soit un titane de grade 5, dont lutilisation est classique en coutellerie, très bien maîtrisé par Spyderco.
Lusinage et la découpe du verrou sont très propres, sans surprise sur un tel couteau. Sur un usage de plus dun mois, on constate que lengagement du frame est resté constant, sans engagement secondaire lors de la prise en main ce qui démontre la qualité dajustage du couteau.
Les côtes possèdent une épaisseur identique de 3 mm assez classique sur ce type de réalisation. Les platines possèdent une finition grise titane avec un traitement de surface stonewash très élégant parfaitement homogène.
Lépaisseur du manche est de 10 mm. La hauteur du manche est comprise entre 25 et 29 mm pour la partie la plus épaisse.
Le manche possède une formidable ergonomie qui autorise une prise en main dune grande qualité permettant daccomplir les coupes les plus robustes. On note que la découpe avant des côtes permet la constitution dun quillon inférieur qui protège bien la main.
Lépaisseur du manche est de 10 mm. La hauteur du manche est comprise entre 25 et 29 mm pour la partie la plus épaisse.
Le manche possède une formidable ergonomie qui autorise une prise en main dune grande qualité permettant daccomplir les coupes les plus robustes. On note que la découpe avant des côtes permet la constitution dun quillon inférieur qui protège bien la main.

La structure du couteau est du type open frame sans entretoise.
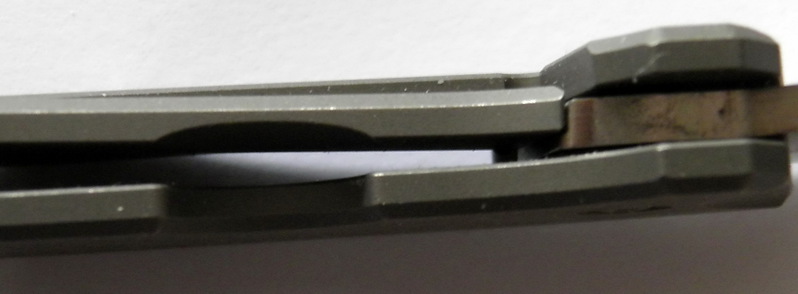
On dispose dun axe de pivot de la lame bien dimensionné, dun stop pin assez massif (en revanche il ny a pas de découpe en creux au niveau du talon de la lame comme sur les Sebenza).
Dans sa partie postérieure le manche comprend six vis torx de bon diamètre (trois vis de chaque côté) qui en font un couteau très solide. On note aussi une découpe des côtes pour y faire passer le cas échéant une dragonne.
On dispose dun axe de pivot de la lame bien dimensionné, dun stop pin assez massif (en revanche il ny a pas de découpe en creux au niveau du talon de la lame comme sur les Sebenza).
Dans sa partie postérieure le manche comprend six vis torx de bon diamètre (trois vis de chaque côté) qui en font un couteau très solide. On note aussi une découpe des côtes pour y faire passer le cas échéant une dragonne.

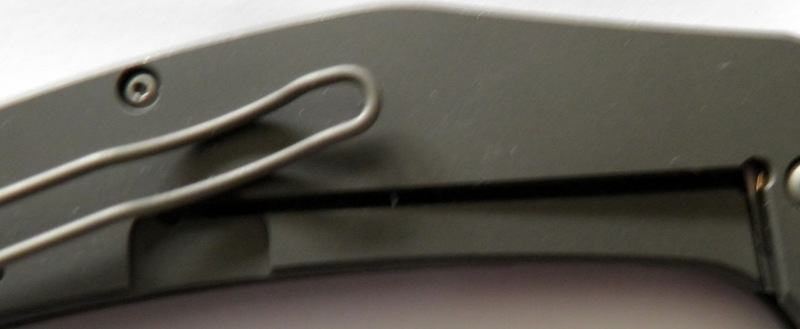
Le clip est le clip en forme de trombone désormais classique sur un assez grand nombre de Spyderco, avec une teinte grise mate à la fois agréable et discrète parfaite pour un EDC. Ce clip est réversible ce qui mérite dêtre souligné sur un framelock.

Le Spydiechef possède une lame exceptionnelle qui se déploie au moyen dun Sypderhole avec beaucoup daisance en raison de la présence de deux rondelles en bronze phosphoreux de part et dautre de la lame.

La lame possède une épaisseur de 3 mm, pour une longueur de 85 mm, la géométrie courbe du tranchant fait que lon dispose facilement de 85 mm de lame utile voire sans doute plus en raison du design, soit probablement entre 87 et 88 mm.
Le dos de la lame est intégralement plat, sans rampe crantée (le couteau ne comporte aucune zone de crantage). La lame possède une point très fine bien adaptée à des travaux de précision, notons au passage que cette lame présente une grande ressemblance avec les lames issus du Testlab Outbreak de Jens Anso.
Lémouture est intégralement plate et permet dobtenir un tranchant exceptionnel : cest un outil coupant supérieurement efficace. En outre, sa composition est celle dun acier où lazote est utilisé au moins partiellement pour remplacer le carbon. Cela en fait un outil invulnérable à la corrosion probablement même en ambiance tropicale permanente, ce qui est cohérent avec le choix dun montage tout titane pour le manche.
Lacier utilisé est assez peu répandu en dehors de lindustrie de pointe, il sagit apparemment dune évolution du Chronidur 30, qui est essentiellement utilisé par la NASA pour tous les systèmes mécaniques impliquant des roulements à bille.
Le dos de la lame est intégralement plat, sans rampe crantée (le couteau ne comporte aucune zone de crantage). La lame possède une point très fine bien adaptée à des travaux de précision, notons au passage que cette lame présente une grande ressemblance avec les lames issus du Testlab Outbreak de Jens Anso.
Lémouture est intégralement plate et permet dobtenir un tranchant exceptionnel : cest un outil coupant supérieurement efficace. En outre, sa composition est celle dun acier où lazote est utilisé au moins partiellement pour remplacer le carbon. Cela en fait un outil invulnérable à la corrosion probablement même en ambiance tropicale permanente, ce qui est cohérent avec le choix dun montage tout titane pour le manche.
Lacier utilisé est assez peu répandu en dehors de lindustrie de pointe, il sagit apparemment dune évolution du Chronidur 30, qui est essentiellement utilisé par la NASA pour tous les systèmes mécaniques impliquant des roulements à bille.

Lacier LC200N est une fabrication de laciériste américain Zapp mis au point, selon les informations disponibles, en 2013. Sa composition chimique est la suivante : carbone 0,30% ; chrome 15% ; nitrogène (azote pour les chimistes) 0,50% ; molybdène 0,95% ; nickel 0,50% ; manganèse 1,00%. Les données publiées par Zapp montrent que cet acier possède sa résistance maximum à la corrosion à 56 HRC et une résilience optimale. Les caractéristiques métallurgiques du LC200N permettent une conservation de ses qualités jusquà 60 HRC, ce qui en fait probablement la dureté utilisé par Spyderco pour obtenir une résistance optimale à lusure qui est plus faible pour les aciers issus de la métallurgie des poudres CPM ou CTS.
Techniquement, il est indiqué que le procédé de fabrication du LC200N fait intervenir une fusion secondaire du type PESR (Pressurized Electric Slag Remelting) en dautres termes une fusion sous laitier pressuriré. Dans la pratique industrielle, ce procédé de fusion secondaire est la suite de lutilisation dune première fusion de type VIM (Vacuum Induced Melting).

Selon les procédés délaboration en usage, un tel alliage est le plus souvent réalisé en deux opérations de fusion successives : une fusion par induction sous vide (VIM) suivie dune fusion secondaire à larc sous vide (VAR).
Pendant la fusion VIM, les matières premières sont fondues dans un four à induction sous vide, et coulées en lingots cylindriques destinés à servir délectrodes pour la fusion VAR. La fusion VIM permet dobtenir la composition chimique recherchée, et davoir une faible teneur en carbone et en oxygène. Le principe du procédé VAR est de convertir lélectrode élaborée au four VIM en un lingot cylindrique. La fusion de lélectrode dans une lingotière en cuivre refroidie à leau permet daméliorer considérablement son homogénéité chimique et physique. La fusion sous laitier (ESR ou PESR) peut aussi être utilisée comme procédé délaboration secondaire. Elle diffère du procédé VAR par le fait que lélectrode fond dans une enceinte à atmosphère contrôlé dénommée « laitier ».
Lamélioration de la propreté inclusionnaire est un avantage majeur de ce procédé. Toutefois, la recherche métallurgique a montré que les lingots refondus par ESR peuvent présenter des zones où la ségrégation chimique est très forte, en particulier au centre du lingot. Depuis les années1980, les avantages des procédés VAR et ESR ont été combinés dans un procédé unique composé de trois étapes (une étape de fusion ESR est introduite entre les fusions VIM et VAR (VIM + ESR + VAR). Cependant, cette fusion triple augmente évidemment le coût global du produit et doit donc être réservée aux applications critiques telles que les pièces devant subir de fortes pressions.
Pendant la fusion VIM, les matières premières sont fondues dans un four à induction sous vide, et coulées en lingots cylindriques destinés à servir délectrodes pour la fusion VAR. La fusion VIM permet dobtenir la composition chimique recherchée, et davoir une faible teneur en carbone et en oxygène. Le principe du procédé VAR est de convertir lélectrode élaborée au four VIM en un lingot cylindrique. La fusion de lélectrode dans une lingotière en cuivre refroidie à leau permet daméliorer considérablement son homogénéité chimique et physique. La fusion sous laitier (ESR ou PESR) peut aussi être utilisée comme procédé délaboration secondaire. Elle diffère du procédé VAR par le fait que lélectrode fond dans une enceinte à atmosphère contrôlé dénommée « laitier ».
Lamélioration de la propreté inclusionnaire est un avantage majeur de ce procédé. Toutefois, la recherche métallurgique a montré que les lingots refondus par ESR peuvent présenter des zones où la ségrégation chimique est très forte, en particulier au centre du lingot. Depuis les années1980, les avantages des procédés VAR et ESR ont été combinés dans un procédé unique composé de trois étapes (une étape de fusion ESR est introduite entre les fusions VIM et VAR (VIM + ESR + VAR). Cependant, cette fusion triple augmente évidemment le coût global du produit et doit donc être réservée aux applications critiques telles que les pièces devant subir de fortes pressions.

On peut en déduire que lalliage LC200N est élaboré selon un procédé VIM/PESR assez proche dans lesprit de la technique de fabrication du regretté BG42 qui utilisait une technologie VIM/VAR, puisque Zapp ne donne aucune indication sur lutilisation dune triple fusion VIM/PESR/VAR et ne fait aucune allusion à la technologie de la métallurgie des poudres.
Pour être complet on peut ajouter que le LC200N se présente comme un acier martensitique à lazote. Les travaux de métallurgie ont montré que laddition dazote ou le remplacement partiel du carbone dans les aciers inoxydables au chrome à une influence favorable sur la corrosion localisée, la résistance à ladoucissement au revenu. Des aciers martensitiques à lazote ont été développés pour remplir la fonction « dacier de roulement » : ces aciers présentent une résistance à la corrosion, des caractéristiques mécaniques et une durée de vie supérieure à celle de lacier X105CrMo17 (cest-à-dire AISI 440C). Les aciers à lazote sont développés depuis une dizaine dannées et lutilisation de la refusion sous laitier pressurisé (PESR) permet datteindre en théorie un intervalle compris entre 0,35 et 0,45%, or le LC200N est déjà à 0,50% dazote ce qui en fait un acier légèrement supérieur aux productions européennes équivalentes déjà de très haut niveau (XD15N en particulier).

En bref, vous laurez compris, le Spydie Chef sous un aspect assez conventionnel, quoique très agréable de mon point de vue, est en fait un outil de très haute technologie, avec lavantage considérable dune lame insensible à la corrosion, sans avoir bien sûr les capacités de coupe extrêmes du Maxamet expérimenté sur le Manix-2.
Ils ont lu aussi :



Mots-clés : Couteaux Spyderco










Derniers commentaires
→ plus de commentaires